Trends in Welding Technology: Different industries use different materials and have different operating conditions. Welding should be efficient, economical and safe for the plant as well as for the workmen. Welding is used in almost every plant such as steel plant, cement plant, power plant, glass manufacturing plant, petrochemical plant, automotive manufacturing plant, and building of service facilities like railway stations, hospitals, offices, colleges and universities and a large number of other systems and structure. In recent years, significant developments have taken place in the base materials, weld materials, welding processes and welding machines. Different industries have different needs of all these to select the right choice and to meet their specific needs. This paper examines the trends in the welding technology so that users can select the most appropriate welding process for a given application.
Trends in Welding Technology
Classification of welding processes
A large number of welding processes have been developed. Norrish, J. (2006) classifies them in two groups: namely ‘fusion’ and ‘pressure’ welding (Table 1).
Table 1: Classification of Welding Processes
| Welding with Pressure | Fusion Welding |
| Cold pressure | Manual metal arc welding |
| Resistance Welding | Gas tungsten arc welding |
| Friction welding | Gas metal arc welding |
| Diffusion Bonding | Submerged arc welding |
| Explosive welding | Laser welding |
| Magnetically impelled arc welding | Electron Beam Welding |
Source: Norrish, J. (2006)
Welding with pressure
Resistance welding
In resistance welding process, fusion takes place at the interface of the two materials being welded. The contact surface is heated resulting in local heating, melting and fusion. Resistance welding is carried out by applying high current for short duration along with pressure during the weld cycle time. Resistance spot welding (Anon, 1990), seam welding (Sandham, 1987) and projection welding (Weston, 1985) follow a similar process.
Some of the basic features of resistance welding process are relatively simple equipment, easy automation, and production of repeatable welds for long production runs. The process is used in joining of sheet steel in automotive and white-goods manufacturing industries. Also, Read: Trends in Electrical Cables
Friction Welding
The two surfaces of the materials to be joined when rotating increases the temperature of the contact surfaces due to friction and softens the surfaces to be welded. The relative motion is stopped by applying a forging pressure. Rotational motion is very commonly used for circular pieces of materials especially steel circular pieces, whose angular alignment is not a critical requirement.
Some of the features of this process include: one-shot process for butt welding sections, dissimilar metals can be welded, short cycle time, suitable to circular sections and need for robust and costly equipment. Steel and aluminum and steel with ceramics can be welded with this welding process. The process is also applied to the fabrication of high quality aero-engine parts (Benn, 1988), stainless steel pipes in offshore applications (Nicholas and Teale, 1988) and nuclear components (Nicholas, 1982). Joining of metal to ceramics (Essa and Bahrani, 1989), stud welding in normal ambient conditions and underwater are some other applications for this process. Also, Read: Cost of Patents in India: All Types of Patent Fees
Diffusion welding
The mating surfaces to be welded are cleaned and heated in an inert atmosphere. A local plastic deformation takes place on application of pressure followed by diffusion (Stenbaka, 1989). The surface voids are removed during the plastic deformation process.
The process can join a wide range of materials and complex structures. The process needs a vacuum or controlled atmosphere with long cycle time. Many simultaneous welds can be made.
Explosive Welding
In this process, two flat plates are joined to form a bimetallic structure by applying an explosive charge that forms a wave of plastic material at the joining surface (Stenbaka, 1989). The process is a one-shot process with a short welding time for joining large surface areas. The process is suitable for metals joining with varying thicknesses. Safety is an important issue during the process. The process is applied for welding the heat exchanger tubes to tube plates or for plugging redundant or damaged tubes. Also, Read: Trends in Solar Energy, Systems, and Products
Magnetically impelled arc butt (MIAB) welding
In MIAB welding (Meister et al., 1966), an electromagnet is used to move an arc across the joint surfaces to generate a magnetic field (Johnson et al, 1979). The process takes shorter cycle times and avoids relative motion of the parts to be welded.
The process is a one-shot process; suitable for butt welding of complex sections; takes shorter cycle time than friction welding. It is widely used in the automotive industry for the fabrication of axle cases and shock absorber housings in tubes. Also, Read: Plastic Trends in USA
Fusion Welding
Gas tungsten arc welding (GTAW)
Heat is generated by an arc maintained between the workpiece and a non-consumable tungsten electrode (Stenbaka, 1989, Kah and Martikainen, 2012). The heat is used to fuse the joint area. The arc is sustained in an inert gas which serves to protect the weld pool and the electrode from atmospheric contamination.
The welding process is conducted in a chemically inert atmosphere; arc energy density is relatively high; the process is very controllable with high joint quality, suitable for joining of a wide range of engineering materials including stainless steel, aluminum alloys and reactive metals such as titanium. The process is used in a large number of applications in the aerospace, nuclear reprocessing and power generation industries as well as in the fabrication of chemical process plant, food processing and brewing equipment. Also, Read: Safety in Cement Plants and Technology
Shielded 9etal arc welding (SMAW) or Manual metal arc welding (MMAW)
Shielded metal arc welding also known as MMAW (manual metal arc welding) is one of the most common techniques used in the fabrication of steels (Ma, 1982). An arc is used as the heat source with shielding provided by gases generated by the decomposition of the electrode coating material and by the slag produced by the melting of mineral constituents of the coating. Core of the electrode melted by the arc provide filler material for the joint. Significant features of the process include simple equipment requirements, availability of a large range of consumables, extremely portable process, low operating efficiency, and labour intensive process. The process has been used in structural steel fabrication, shipbuilding and heavy engineering as well as for small batch production and maintenance.
Submerged arc welding (SAW)
In submerged arc welding process (Johnson et al., 1979, Kah & Martkainen, 2012), the arc is shielded by a molten slag and the arc atmosphere is created by decomposition of certain slag constituents. With the use of high currents, the filler material, which is a continuously fed wire with relatively small-diameter (e.g. 4 mm) achieves very high melting and deposition rates. Submerged arc welding has features that include high deposition rates; automatic operation; invisible arc radiation; flexible range of flux/wire combinations; difficult to use positionally; and normally used for thicknesses above 6 mm (Norrish, 2006). The main applications of submerged arc welding are for welding thick section plain carbon and low-alloy steels used in power generation plant, nuclear plant, heavy structural steelwork, offshore structures and shipbuilding (Kah and Kartikainen, 2012). The process is also used for high-speed welding of simple geometric seams in thinner sections, for example in the fabrication of pressure containers for liquefied petroleum gas. Also, Read: Government Support for Indian Startup Companies
Gas metal arc welding (GMAW)
In gas metal arc welding (Edson, 1983, Kah and Martikainen, 2012), heat is generated by an electric arc to fuse the joint area. Important features of the process are low heat input (compared with SMAW and SAW); continuous operation; high deposition rate; no heavy slag – reduced post-weld cleaning; low hydrogen – reduces risk of cold cracking (Norrish, 2006). The process is used for joining plain carbon steel sheet from 0.5 to 2.0 mm thick in automobile bodies, exhaust systems, storage tanks, tubular steel furniture, and heating and ventilating ducts. The process is applied to positional welding of thicker plain carbon and low alloy steels in oil pipelines, marine structures and earth-moving equipment.
Plasma welding
In plasma welding (Norrish, 2006), the heat is generated by a constricted arc to fuse the joint area, the arc being formed between the tip of a non-consumable electrode and either the workpiece or the constricting nozzle. The plasma process has good low-current arc stability; improved directionality compared with TIG; improved melting efficiency compared with TIG; and possibility of keyhole welding. The process is suitable for a range of applications that include the joining of very thin materials, the encapsulation of electronic components and sensors, and high-speed longitudinal welds on strip and pipe (Norrish, 2006). Also, Read: Wastewater Coagulation
Electron beam welding
A beam of electrons is accelerated by a high voltage to provide a high energy heat source for welding (Norrish et al., 2005). Features of the process include very high energy density; confined heat source; high depth-to-width ratio of welds; normally requires a vacuum; and high equipment cost.
Electron beam welding have traditionally been used in welding of aerospace engine components and instrumentation (Kah & Marikainen, 2012). It may also be used on a wide range of materials when high precision and very deep penetration welds are required (Norrish, 2006).
Laser welding
The laser may be used as an alternative heat source for fusion welding (Rodgers and Lochhead, 1987). Welding is often carried out using the ‘keyhole’ technique. Significant features of laser welding are very confined heat source at low power; deep penetration at high power; reduced distortion and thermal damage; out-of-vacuum technique; and high equipment cost. Lasers are used for micro-joining of electronic components. The process is also used for fabrication of automotive components and precision machine tool parts in heavy section steel (Norrish, 2006, Raikar et al., 2012). Also, Read: Solid-state batteries
Drivers for new trends in welding technologies
Demand for the specific characteristics for the metal materials and welding materials are getting more sophisticated and demanding due to new innovations and developments. The trend, therefore, has been for the development of steel products and of welding materials satisfying high functional needs and high quality for each characteristics. Some of the examples include heavy plate of fire-resistant steels that maintain high strength at high temperatures and high toughness steels that secure safety against earthquakes (Giho, 2004). In case of automotive materials, Pb-free sheets coated with an Sn-Zn alloy for fuel tanks to minimize environmental pollution, Al-coated sheets and high-strength sheets effective in reducing car weight and enhancing collision safety are significant developments. The performance of a structure is often determined by the properties of welded joints rather than those of main materials. The drivers for the welding technology and needs of the welding technologies in key industrial sectors are presented in Table 2.
Table 2: Drivers for welding technology and welding technology needs in key industrial sectors
| Industry Sectors | Drivers for welding technology for the industry sector | Welding technology needs of the industry sector |
| Automotive and road transport | Lower costLower fuel consumptionRecycling of components Weight reductionImprovement in stiffnessImprovement of safety in crashing | Resistance spot welding (RSW) process, electrode wear, and equipment design Joining of lightweight metalsJointing of coated high strength steelsJoints between dissimilar materials (plastic/metals etc.)Brazing by MIG or laser Laser processes/tailor welded blankLaser hybrid processes/tailor welded blanks |
| Construction and engineering | Lower reworkLower whole life costsLower environment impactReduction in weights.Lower operating life. | Improved fatigue performance and design rules for welded jointsReal-time process controlRobotic and mechanized welding Welding of high-strength steelsLaser hybrid processes for thick sectionsLasers for cutting and weldingFriction stir welding of aluminum alloys |
| Aerospace | Welding to reduce massGreater accuracy of assembly Improved repair and refurbishment methodsAging aircraft repair a major issue | Welding of new Al, Ti and Ni alloysSolid state joining and brazing processesPolymer/composite joiningIn-process Non-destructive testing Friction stir welding of air frames Laser cutting and weldingLinear friction welding for aero engines |
| Power generation | Safety assessmentLower life costsReduction of environmental impactHigher plant efficienciesRenewable energy sources | Deep-water technologyWelding of corrosion-resistance alloysJoining of high-strength steel (line pipe)Welding of advanced materialsHigh productivity power beam welding and avoidance of post weld heat treatmentLaser hybrid welding will be applied more |
| Oil, gas, petrochemical | Deep water exploration and productionReliability engineeringMaterials and joints for extreme environmentsCorrosion managementReduced fabrication hours | Structural integrity of joints in deep-water pipelines and risersUse of 13% Cr steelsWider use of Ti alloysLower cost pipe manufacture and laying e.g. by the use of hybrid welding processesHigh strength line pipes |
| Electronics, photonics and sensors | Driven by new products and technology | Coating and plating – effect on joiningReliability technology: assessments and test methodsLaser processingHigh temperature device materialsBiodegradable materialsPb-free solders |
| Boiler and pressure vessels | High temperature operationsHigh pressure operations | High strengthHigh efficient welding fabricationCreep resistance |
| Ship building | Liquified gas carrier shipContainer shipCorrosion resistance for crude oil carrier | ToughnessHigh heat input weldabilityHigh tensile strengthLow distortionCorrosion resistanceFatigue strength |
| Bridges | Cost reductionReduction in life cycle cost | High efficient welding fabricationCorrosion resistanceFatigue strength |
| Architectures and its materials | Skyscraper Brittle failure resistanceFire resistanceCorrosion resistance for building steel sheet | High strengthHigh heat inputHigh efficient welding fabricationHigh toughnessFire resistanceHigh corrosion resistance |
| Pipe lines | High pressure operationsCorrosion resistance | Higher strengthLow temperature toughness |
Latest trends in welding technology
Several significant developments in welding technology have taken place in the automobile sector. New materials have been developed for building the car materials that have reduced the weight and make the car more energy efficient. The development of these special materials is also linked to the welding technologies. In recent years, high-tensile strength materials have been extensively used replacing the mild steel by ultra-high-strength materials needing matching welding technology. The methods used by the various materials such as resistance spot welding, arc welding, laser welding, etc. should be on the same level as that of steel, and at the same time, joint strength corresponding to the higher strength of the base metal must be secured, and corrosion resistance, crack resistance, and other properties must be satisfied in the same conventional process (Raikar et al., 2017). The latest welding processes used in the automobile sector (Fig. 1) include:
- Surface tension transfer process
- Friction stir welding
- Laser welding
- Resistance spot welding
Surface tension transfer process (STT)
STT welding is ideal for welding stainless steel and galvanized steel extensively used in most of the automobiles. The process reduces welding fumes and has lower time to train the operator. This reduces time to market due to increased speed. Also, Read: Supercapacitors
In STT, a background current in the range of 50 amps and 100 amps maintains the arc that heats the base metal. The electrode initially shorts to the weld pool reducing the current to ensure a solid short. Pinch
Current is applied to squeeze the molten metal down forming a pool and neck. The liquid bridge is monitored by controlling the electric signals by applying the Pinch Current to squeeze the molten metal down to form a pool and neck. The power source reacts with the reduction of the current to about 45-50 amps. Soon after the arc reestablished, a Peak Current is applied to produce plasma force pushing down the weld pool to accidental short and to heat the puddle and the joint. The exponential Tail-Out is then adjusted in such a way that it can control the overall heat input. Background Current acts as a fine heat control in the process. Fig. 2 presents the process of surface tension transfer (Raikar et al., 2017).
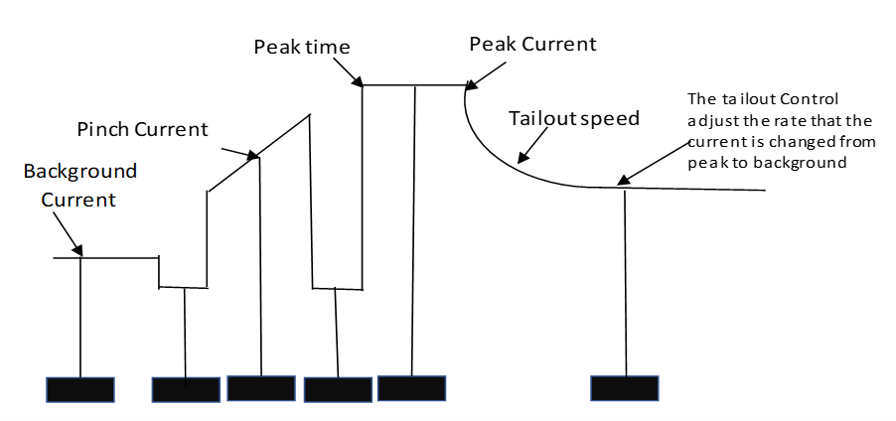
Source: Raikar et al. (2017)
Friction Stir Welding
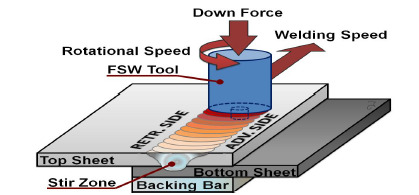
Initially the process was used for welding aluminum only and had limited application in offshore industry. Later on, with the new developments, the process is adapted for welding steels and other high strength corrosion resistant alloys such as nickel and titanium alloys, aluminum and steel etc. Fig.3 shows the principle of Friction Stir Welding. In case of welding a butt joint, the rotating cylinder is pushed against the welding surface. Frictional heat is generated by the rotation of the cylinder under pressure that softens the material of the workpiece enabling it to flow. The rotating tool is moved along the line of the joint. The soften material in front of the tool is extruded between the pin of the tool and the cold material on one side of the pin thus making a solid phase joint behind the tool.
Raikar et al., (2017) point out that this process is fully mechanized producing reliable quality of weld. The process is also repeatable and does not require any filler metal. The process is totally solid state without any hot cracking and porosity. It does not produce fume, spatter or radiation and is energy efficient. The process has been adopted by a large number of auto manufacturers like Honda Motors.
Source: Raikar et al. (2017)
Honda Motors have been able to reduce the body weight by 25% replacing conventional steel subframe with one of aluminum and steel. It is also reported that the process can reduce the cost of electricity up to 50%.
Laser Welding
Laser technology is relatively a new technology that convert the light energy into heat energy. A sharp and focused light beam is produced that melts a very small area of metal. User can weld 0.05mm (.002”) away from the very complicated parts without adversely affecting the heat sensitive materials as very little heat is generated at the weld point. Laser welding (Fig.4) offers a significant reduction in cycle time and therefore is an efficient option.
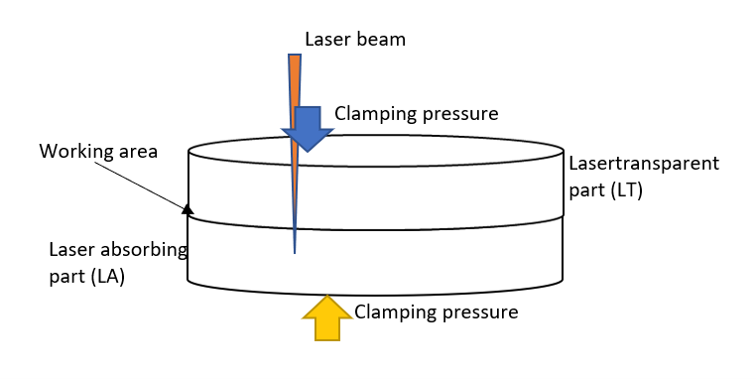
Source: Raikar et al. (2017)
Laser Amplification by the Simulated Emission of Radiation (LASER) has wide range of applications that include finest welding of non-porous seams in medical fields to precision spot welding in electronics, or jewelry industry, to deposit welding in tool and mold-making and welding of complete car bodies. Raikar et al. ( 2017) argues that new and efficient production processes are often not possible without laser technology. Different sheet thicknesses and qualities are turned into tailored blanks by laser welding replacing the resistance spot welding. Also, Read: Sodium-Ion Batteries
Resistance spot welding
When electric current is passed through the parts to be joined, heat is generated at the interface of the parts. Resistance spot welding is a thermo-electric process. According to Raikar et al. (2017), the process has number of advantages, such as:
- Process time is very short
- Process does not need any consumable such as brazing materials, solder, or welding rods.
- Lower risk to operator due to low voltage operations.
- It is a clean and environment friendly process.
- Process makes a reliable electro-mechanical joint.
General Motors has used this technique in producing light weight vehicles, that offer more fuel efficient vehicle from aluminum (Raikar et al., 2017). GM has achieved a reduction in the weight of the vehicle by 2 pounds by eliminating rivets from hood, doors and lift gates.
Trends in welding automation technologies in fabrication
Kenji and Masatoshi (2015) report that JFE has developed four welding automation technologies: An unmanned robot welding system, narrow gap welding for extra thick steel plates, field welding of pipelines, and rail welding.
Unmanned Robot welding system
The high speed rotating arc welding process with outstanding high current, high speed weldability and arc sensor was applied in the unmanned robots that resulted in a high productivity improvement and quality stabilization (Kenji and Masatoshi, 2015). Its range of application has expanded to vertical and inclined joints and further, to multi-layer full penetration joints. Its range of applications has further been expanded from simple flat welded panels to complex 3-dimensional structures. Also, Read: Utility Patent Drawing Services
Narrow Gap Welding of Heavy Plates
JFE has developed the narrow gap welding process for welding thick plates such as steel frames, bridges, and parts of heavy machinery (Sugitani et al. 1991). The application can be used to reduce the gap width from 13 mm to 8 mm (Kenji and Masatoshi, 2015). Also, Read: Design Patent Drawing Services
Field Girth Welding of Gas Pipelines
High efficiency is obtained by simultaneous inside-outside welding and the square groove narrow gap welding method. Later on, the high efficiency was achieved by using two torches. Application of this method was limited in large diameter pipes and has been simplified for smaller diameter pipes. The process has become extremely practical for field welding (Kenji and Masatoshi, 2015).
Rail Welding Technologies
Three welding operations are involved in rail welding (Kenji and Masatoshi, 2015). Primary welding is the first operation, in which short rails are made up in the shop into long rails with lengths of 100–200 m. Secondary welding is the second stage, in which the length of the rails is extended to approximately 1 km in the field. The tertiary welding is the third stage, in which final laying or rail exchange is performed at the site. Primary welding is performed by flash welding, and secondary welding is done by gas pressure welding. The technique for tertiary welding includes arc welding and thermit welding. Also, Read: Utility patent drawing examples
Conclusion
Trends in welding technology involve three important areas of developments which include the materials to be welded, the consumable used in the process of welding and the process of welding as suited to different applications in the industry. Each industry has specific demands based on its characteristics. Recent trends focus on four technologies: SST Welding, Friction Stir Welding, Laser welding and Resistance Spot Welding. Further developments in welding are focused on increasing the efficiency and safety of operators in welding leading to welding automation technologies, which are related to four areas of development: Unmanned Robot Welding System, Narrow Gap Welding, Fixed Girth Welding of gas pipelines and Rail Welding Technologies. Also, Read: Design patent drawing examples
References
Anon. 1990. What of the 90s. Weld Distrib News, January 1990.
Benn, B, 1988. Friction welding of butt joints for high duty applications. Weld Met Fabric, August/September, 56.
Edson, D. A. 1983. Application of MIAB welding’, Proc Conf Developments and Innovations for Improved Welding Production, The Welding Institute, Birmingham, England, 13–15 Sept.
Essa, A. A. and Bahrani, A. S. 1989. The friction joining of ceramics to metals. Proc int conf on the Joining of Materials, JOM-4, Helsingor, Denmark, 19–22 March.
Giho, Shinnittetsu. 2004. Special Issues on Plate and Steel Pipe. 380.
Johnson, K. I. et al. 1979. MIAB welding, principles of the process. Met Constr 11(11).
Kah, P. and Martikainen, J. 2012. Current Trends in Welding Processes and Materials: Improve in EffectivenessRev. Adv. Mater. Sci. 30. 189-200.
Kenji, OI and Masatoshi, Murayama. 2015. Trends of Welding Technology Development and Applications. JFE Technical Report
Ma, J. 1982. Metal transfer in MIG welding. PhD thesis, Cranfield Institute of Technology.
Meister, R. P. et al. 1966. Narrow gap welding process. Br Weld J. 13(5).
Nicholas E D and Teale R A. 1988. Friction welding of duplex stainless steel. Offshore Technology conf, Houston, TX, 2–5 May 1988.
Nicholas, E. D, 1982. A friction welding application in the nuclear power industry. Weld Inst Res Bull, 23(1).
Norrish, J., Slater, G. and Cooper, P. Particulate fume distribution and breathing zone exposure in gas metal arc welding. Proc Int Conf Health and Safety in Welding and Allied Processes, 9–11th May 2005. Force Technology, Copenhagen, Denmark.
Norrish, John. 2006 Advanced welding processes: Technologies and process control. Woodhead Publishing in Materials, U.K. 15-28.
Ohkita, Shigeru and Okawa, Hasuhiko. 2007. Advances and Future Prospects of Welding Technologies. Nippon Steel Technical Report No. 95. January 2007.
Raikar, N; Bhale, N. P.; Patil, A. and Nandi, P. 2017. Latest Advances in Welding Technology to Lower Cost in Automobile Sector. International Journal of Engineering and Management Research. 7 (3). 228-232.
Rodgers, K. J. and Lochhead, J. C. 1987. Self-shielded flux cored arc welding – the route to good fracture toughness’, Weld J, July.
Sugitani et al. 1991. Development and Application of automatic high speed rotating arc welding. Welding International 5(7). 577-583.
Sandham, J. 1987. A comparative study of synergic pulsed MIG and tubular electrode GMAW. MSc thesis. Cranfield Institute of Technology.
Stenbaka, N. 1989. Rapidarc and Rapidmelt processes. AGA technical report, AGA. Sweden.
Weston, J. 1985, Automation and robotisation in welding – the UK scene. Proc conf Automation and Robotisation in Welding and Allied Processes. Strasbourg. 2–3 Sept 1985. Oxford, IIW/Pergamon. 347.